

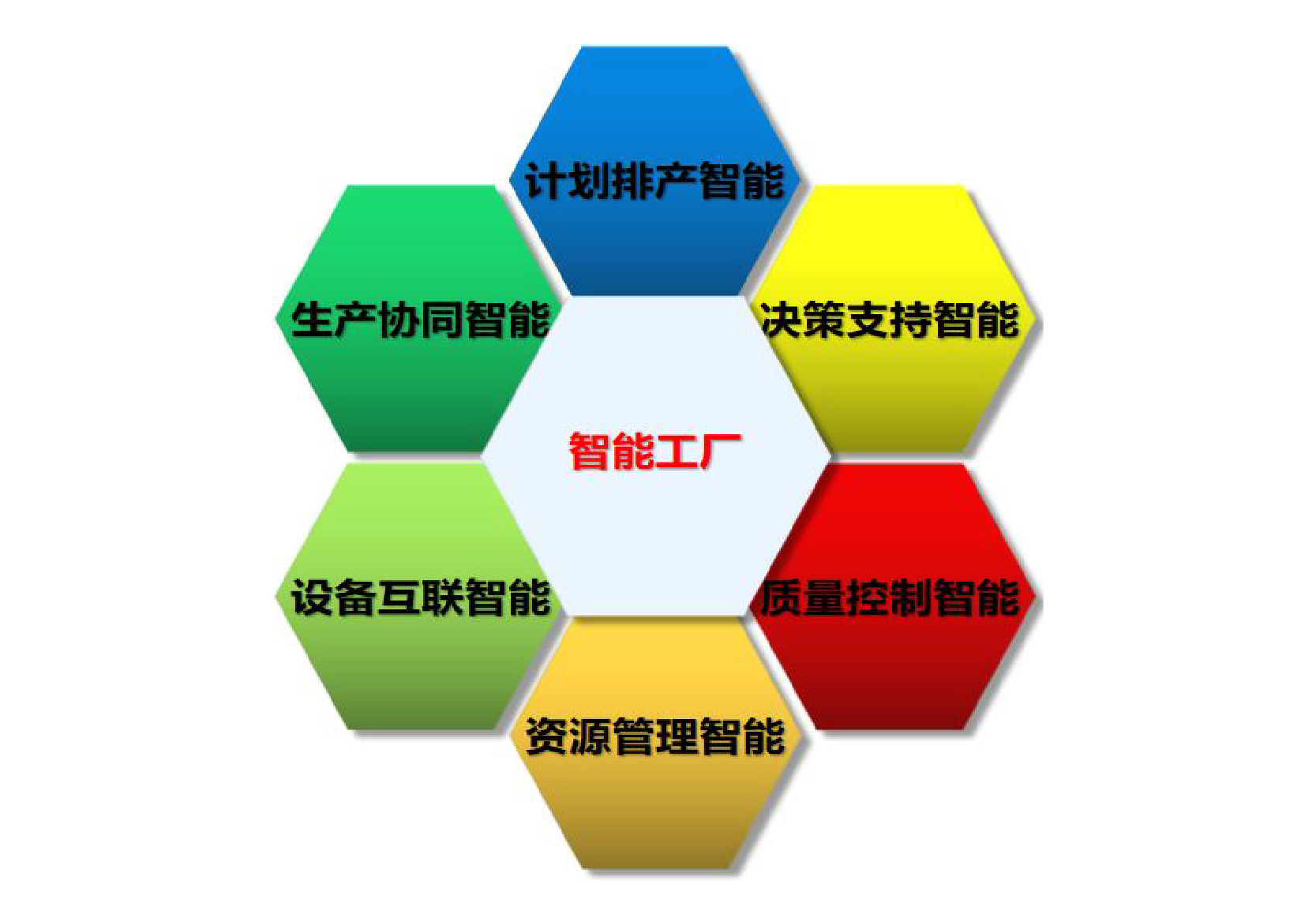
力控智能工厂解决方案设计目标基于六个维度。
● 智能计划排产,是实现从计划源头上集成ERP,进行APS高级排产。
● 智能生产协同,是从生产准备过程上,实现物料、工艺的并行协同准备;从生产执行制造上,实现企业各部门在生产管理层面业务协同,加快计划下达、物料供应、人力资源协调、设备检维修,以及生产异常情况反馈与处理等。实现生产过程智能调度,从而保障高效率、高质量完成生产目标。
● 智能设备互联互通,是实现数字化生产设备的分布式网络化通信、程序集中管理、设备状态的实时监控等。
● 智能资源管理,是实现包括对物料、设备、能源、等生产资源进行精益化管理、库存智能预警等。
● 智能质量过程管控,是实现对影响产品质量的生产工艺参数进行实时采集、控制,确保产品质量。
● 智能决策支持,是基于大数据分析的决策支持,形成管理的闭环,以实现数字化、网络化、智能化的高效生产模式。

 生产全过程监控
生产全过程监控实现人机交互、过程可视化、数据采集等厂务监控功能,并建立企业数据库。系统可对整个生产执行过程进行管理,从接收生产操作指令、到生产操作指令的执行与反馈;并可查看生产操作规程作为指导。可把生产过程各个环节的工艺参数、生产计量数据、设备运行状态、原辅料消耗及供给情况、产品质量数据,实时、准确、集中的传送到生产、调度、维修等部门,从而及时掌握生产状况,进行生产运维及质量、安全监控,不断调整、优化生产过程。
 生产调度指挥
生产调度指挥实现以生产进度计划为依据,安排生产活动和作业任务,分解并下达生产调度指令;通过实时跟踪、掌握生产进度情况及生产设备状态、原辅料供应情况、产品质量情况等,很大限度的合理使用各项资源,使生产活动稳定、持续进行。
 智能报警管理
智能报警管理系统能够识别、并减少无效报警,为操作人员提供快速的操作指导,明显缩短报警管理 周期。针对无效报警、重复报警等问题,系统能够进行详细的统计与分析,从而节省操作人 员分析报警问题的时间,提高报警管理的实时性和可靠性。
 智慧能源管理
智慧能源管理对厂区水电气等各种能源介质的实时计量数据按工序给出各个能源介质的日月年的消耗量/发生量/回收量的统计信息并形成报表。对用能分类分项进行同环比分析,以棒图、饼图、报表等形式展示,让用户更直观、快速地了解能耗信息。
 设备管理
设备管理实现对企业生产设备的计划、协调及跟踪维护,改善设备的性能,预防事故的发生,确保正常生产。系统可实现周期性、预防性或主动性的设备运维,主要包括:日常保养维护、设备巡检、计划检修、故障检修等。
 质量管理
质量管理实现在企业质量保证体系下,对进厂原料、生产的中间产品及最终产品的质量进行管理与控制,以达到持续保证产品质量及提升质量保证能力的目的。
通过对车间生产节点的质量管控,提供符合用户要求的成品,实现从原料入车间到成品出车间的全过程质量管理,包括质检计划管理、质检执行管理、质检信息采集、质检决策分析、质检跟踪追溯等业务功能。
 生产绩效管理
生产绩效管理实现基于企业关键绩效指标(KPI)体系,以生产管理、工艺管理、物料管理、设备管理、 质量管理等业务数据为依据, 按照 KPI 指标模型自动统计计算,实现对生产过程中各类关键指标(技术、产能、 质量、能耗等)的量化考评,从而对整个企业生产运营效益进行总体评价。
 系统集成
系统集成系统可与企业资源管理系统,仓储管理等系统无缝衔接,实现生产过程从原材料到成品的整个生产过程质量分析、管控、追溯的管理,最终帮助工厂实现提升产品质量、降低废品率、提高生产效率。

智能工厂建设为用户带来的价值效益主要体现在管理效益与经济价值等维度:
管理效益收益:
1、资产效率
智能工厂的建立不仅有利于提高资产效率、生产质量,降低企业成本,还能营造更安全的生产过程,保持生产的可持续性等好处。
2、数据分析
智能工厂的每个方面都会产生大量数据,通过持续分析,可发现可能需要某种纠正优化的资产性能问题。
3、产品质量
智能工厂特有的自我优化可以更快地预测和检测质量缺陷趋势,并有助于识别质量差的人为,机器或环境因素。可降低废品率和交货时间,并提高产量。更优化的质量流程可使产品质量更高,缺陷和召回更少。
经济价值收益:
1、创新效率提升
● 产品研发周期平均缩短20%。
● 服务响应时间平均缩短20%。
2、运营水平改善
● 运营成本平均下降18.6%。
● 物流成本占比企业运营成本平均降低15.6%。
● 库存周转率平均提升达20%。
● 产品不良率平均下降24.4%。
● 设备综合利用率平均提升达25.0%。
● 订单准时交付率平均提升达21.8%。
● 订单完成周期平均缩短27.9%。
3、节能减排成效
二氧化碳(CO2)排放平均降低13.3%。



 京公网安备11010802042889号
京公网安备11010802042889号